TEBAK
SF-HC25G SF-HC25K Cutting torch height controller Plasma cutting machine arc voltage height control controller supports mach3
SF-HC25G SF-HC25K Cutting torch height controller Plasma cutting machine arc voltage height control controller supports mach3
Couldn't load pickup availability


introduction:
Both flame cutting and plasma cut way, in the process of cutting torch between
nozzle and the distance (heighten) of cutting board is very important to the
stability, it will directly affect the cutting speed and the quality of the incision.
1.1 Purpose
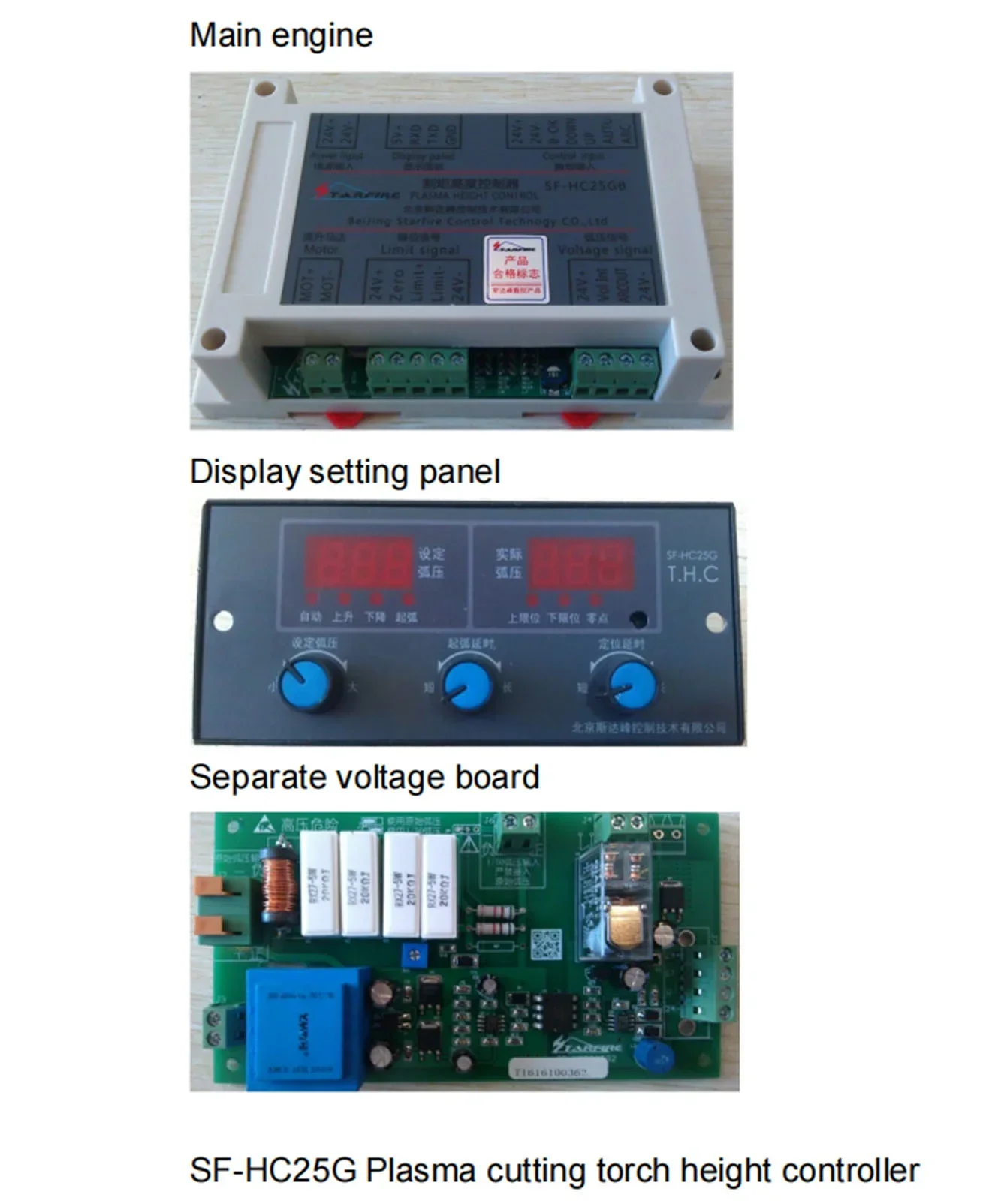
SF-HC25G plasma cutting torch height controller is specially designed for
portable plasma cutting machine cutting torch height automatic control
module.
SF-HC25G plasma cutting torch height controller, simple operation, convenient
debugging, affordable, adopts digital control, reliable performance. It is an
ideal product of form a complete set of welding equipment manufacturers.
Adopt the host and the panel split type structure, especially suitable for
portable cutting machine.
1.2 Important statement
SF-HC25G plasma cutting torch height controller and the content of the
manual may be there are some differences, please in kind prevail. After this
product or its accessories have any changes, without prior notice. Need to
refer to update content.
Please be sure to read the safety warnings and precautions, so as to avoid
improper use lead to dangerous accidents.
Before install and use this product, must be strictly carried out in accordance
with the details of the product system manual operation, in order to ensure the
correct use of the product.
About SF-HC25G plasma cutting torch height controller and the contents of
this manual, be carried out if any specific illegal use, do not represent the
position of the company, and refused to acknowledge its legal liability, the
consequences shall be borne by the users.
Safety warning is used to prevent the human body and property damage.
In the use of SF-HC25G cutting torch height controller, if there is any quality
problem, consumers can contact our service center or authorized office,
dealers, agents to get the corresponding products and services.
Without the explicit written permission to use any of this information may not
be copied, reproduced or content, the offenders will be fully liable to damage.
1.3 Warning
To safe operation of this product, and achieve the design of the product control
accuracy, to avoid damage to its, carefully read the related warning and strictly
abide by it.
2. Overview
2.1 Technical features
SF-HC25G plasma cutting torch height controller is after many years of
practice and several generations of related products into play.
This product adopts the 32-bit arm as the core, two groups of three digital tube
display, adopts digital control mode. Do not contain linear adjustment device
internal, greatly improving the stability.
Velocity parameters can be modified, according to the lifting mechanism with
power supply and any modification.
Circuit adopts the technology of the patch. There is not internal adjustment
device, full digital control technology to ensure that the product has high
reliability.
Operation simple, two groups of digital tube display setting arc voltage and the
arc pressure respectively, concise and straightforward. Setting parameters
operating in total of three knobs.
Interface simply and control convenient, it suitable for all plasma cutting
numerical control system, can also be used alone.
It adopts the proximity switch initial alignment method.
PWM output, speed adjustable of level 255, control of motor speed precise,
several current setting, short circuit protection.
Cutting with the function of collision. When cut lips touch the steel plate, the
controller can quickly cut raise a certain distance, effective protection of
nozzle.
All input and output adopt photoelectric isolation, plasma voltage feedback
using linear photoelectric isolated, independent power supply, can very good
compatibility with the partial pressure of various brands of imported plasma
power supply.
It is integration starting arc successful judgment function, and arc successful
feedback function.
2.2 Main technical indicators
Power supply requirements: DC24V + / - 10% 3A
Suitable motor: 24V with DC motor
Drive mode: PWM
Output current: < power input current
Initial alignment method: proximity switch (normally open normally closed
through the jumper cap set)
Highest accuracy: + / - 1V
Box body size: Host: 145 x90x42
Panel: 120x55x40
Working environment temperature: - 10 ~ 60 ℃
Weight: 0.6 Kg
Detection system: isolation of arc electric subsection platen (B2 type)



voltage. 2. Starting arc delay. 3. Locate latency. These parameters can be
directly set corresponding knob on the panel to adjust adjustment.
1. Set voltage, this can at any time by the knob to adjust the "height", on the
left side of the digital tube display voltage value set, the unit: (V), clockwise
to increase the voltage, counterclockwise to reduce voltage. Automatic
cutting according to the parameters of the controller adjust the distance
between the nozzle and the steel plate, make the arc voltage is always
closer to set the voltage. This parameter can be directly as a set of highly.
Specific set number according to the selected power supply manufacturers
provide technical parameter settings.
2. Start arc latency, punch time should be used according to the actual
perforated time settings, different thickness of steel plate and different
current when the time is also different. Clockwise to lengthen the period of
rev arc, counterclockwise to reduce arcing time.
3. Positioning delay, initial positioning time is the initial positioning, cut down
to touch with steel plate, after ascending to the time required for setting
height. The time required for different lifting mechanism to promote a
certain distance is different too. It should be set according to the actual
situation. Clockwise rotation for higher position height, counterclockwise to
reduce positioning height.
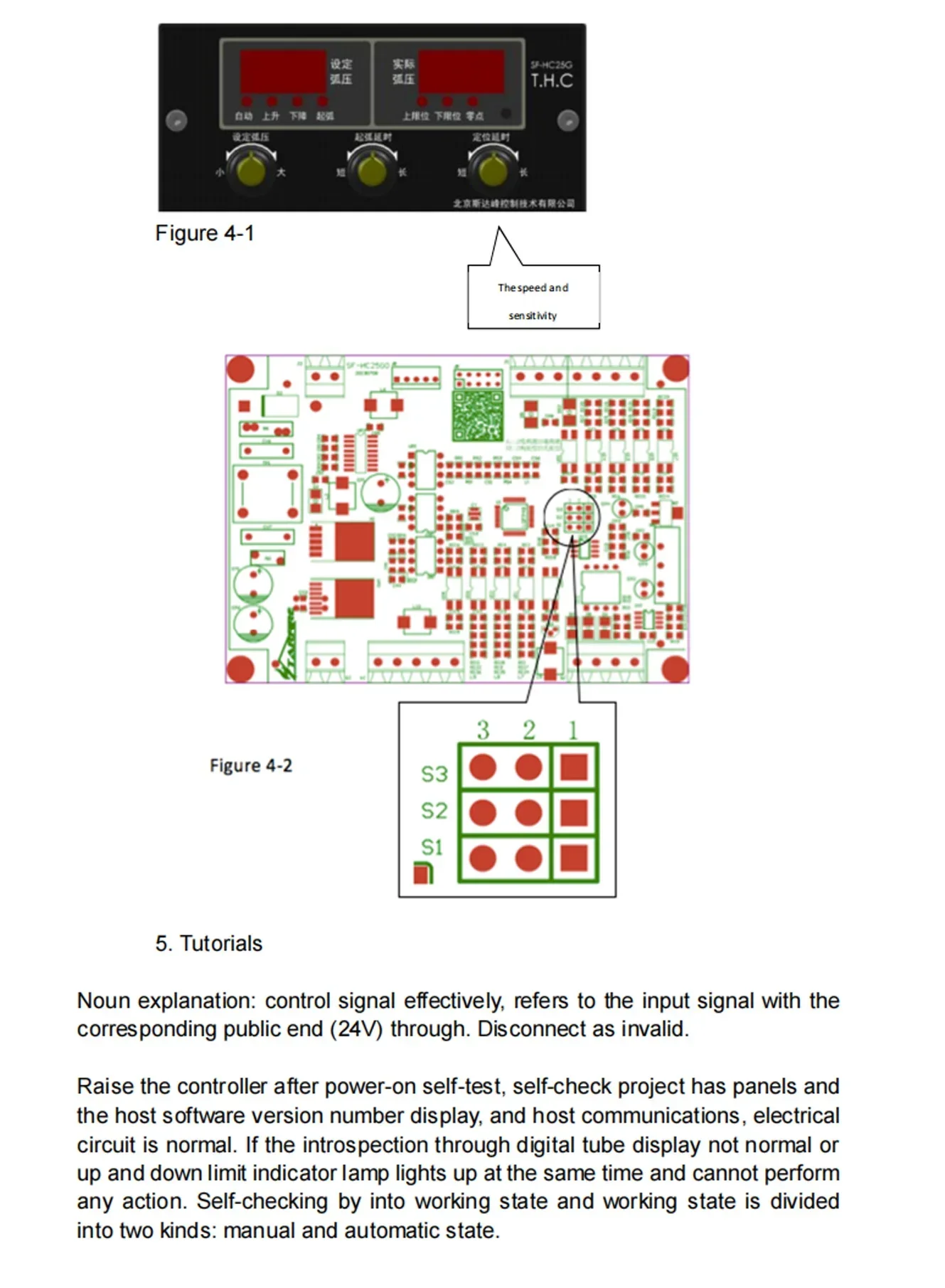
4. The speed parameters, the parameters for debugging, available to open
less than 3mm of a word or a cross screwdriver adjustment, to reduce the
clockwise and counterclockwise to increase. Adjust the parameters affect
the motor rotation speed and the response time of the whole. The knob
position as shown in figure 4-1.
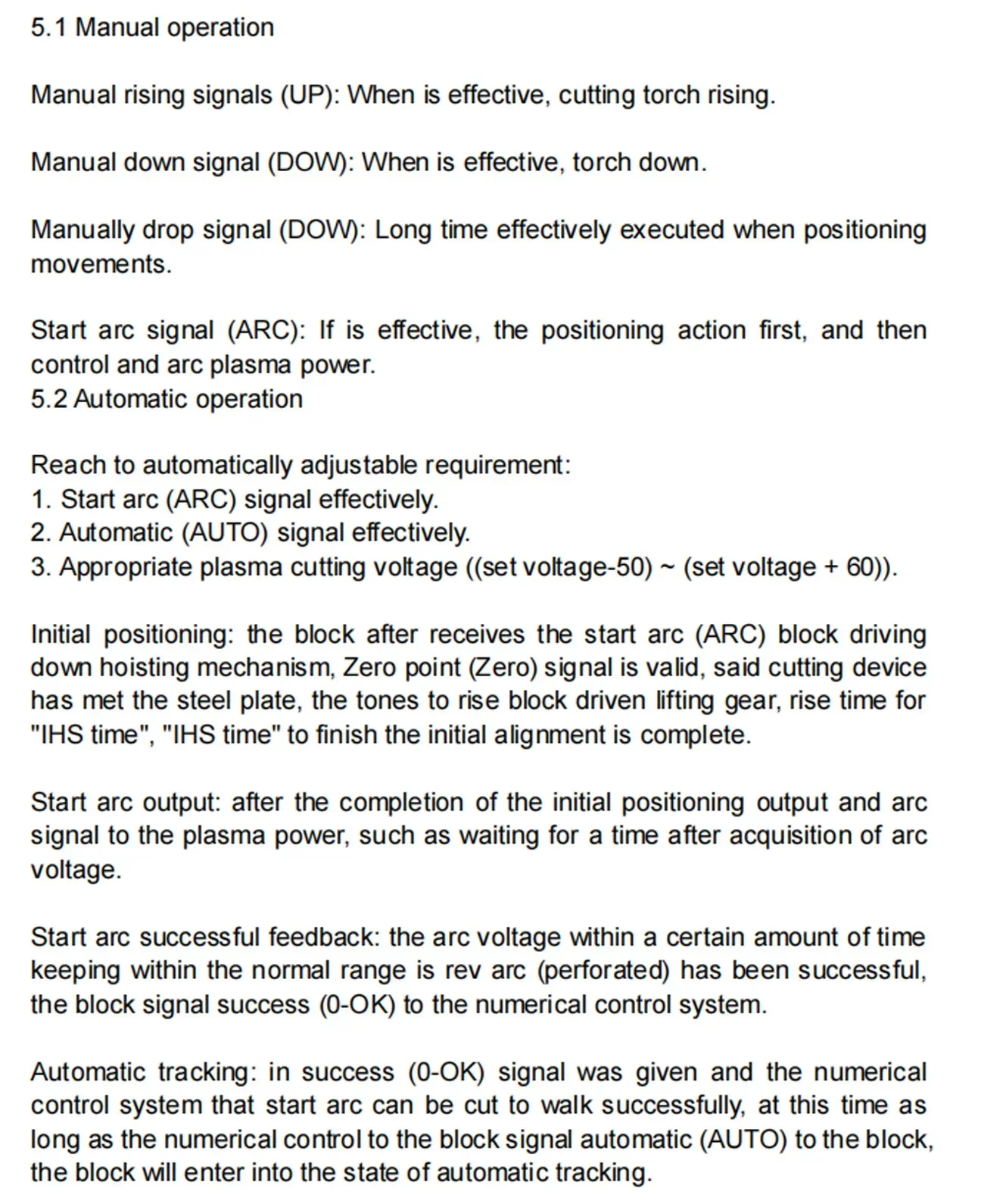
5. Set position limit switch logic, S1 jumper cap inserted between 1 and 2 for
the low effective, suitable for use normally closed proximity switch. Inserted
between 2 and 3 for the high effective suitable for open still proximity switch.
The factory default for the low effective. Jumper on the panel position as
shown in figure 4-2.
6. With or without positioning function setting, S2 jumper cap inserted in
between 1 and 2 for positioning function. Inserted between 2 and 3 for no
positioning function. Jumper on the panel position as shown in figure 4-2.